
trasformazione di filatura compatta









Principio di filatura compatto
Lo scopo della filatura compatta è quello di disporre le fibre in una posizione completamente parallela e ravvicinata, eliminando così il triangolo di filatura. Questa disposizione ravvicinata e parallela delle fibre prima della torsione può migliorare la struttura del filato, le proprietà meccaniche e fisiche e la resistenza del filato. In breve, la filatura compatta consiste nel compattare le fibre del filato a partire dal punto di uscita del rullo superiore anteriore.
Il nostro dispositivo compatto è progettato per disporre le fibre in modo compatto dal punto di presa del filato (rullo superiore anteriore) all'estremità di torsione mediante un dispositivo di montaggio come un tubo a pressione negativa, un grembiule a rete e un riduttore, che può eliminare il triangolo di filatura.
Principio di filatura compatto
* Riduzione drastica della peluria: valore Uster H fino al 30%, Zweigle S3 fino all'80%.
* Forza notevolmente migliorata: 10-20% in più
* Minore irregolarità del filato e valori IPI inferiori: fino al 35%
* Maggiore allungamento: dal 10 al 15%
* Con una torsione inferiore (fino al 10%) a parità di resistenza del filato, la produttività aumenta.
* Riduzione del tasso di rottura delle estremità fino al 60%, migliorando l'efficienza della macchina (a parità di velocità e torsione).
* Una minore generazione di mosche contribuisce a migliori condizioni di lavoro
Aumento della velocità di avvolgimento
* Il filato compatto a un solo capo può sostituire il filato convenzionale a due capi.
* Le prestazioni della macchina per orditura e maglieria sono aumentate del 10-15% grazie alla maggiore resistenza;
* Il consumo di sostanze chimiche per l'apprettatura si riduce grazie al minor numero di fibre sporgenti;
* Minore peluria, aumento dell'efficienza del telaio e riduzione della generazione di mosche;
* Nei prodotti finiti, minore tendenza al pilling, migliore tocco, lucentezza del tessuto
* Assorbimento del bagno di tintura migliorato grazie alla bassa torsione del filato, minore quantità di bagno di tintura necessaria (fino al 5%)
* Risparmio di materia prima: fino al 6% di scarti di pettinatura in meno.
Sistema di disegno compatto su braccio superiore pneumatico
| Componenti del sistema di disegno | |
| Per installare la staffa sul supporto a rulli, praticare un foro completo sul supporto stesso. Questa staffa serve a sostenere il tubo di aspirazione compatto. | 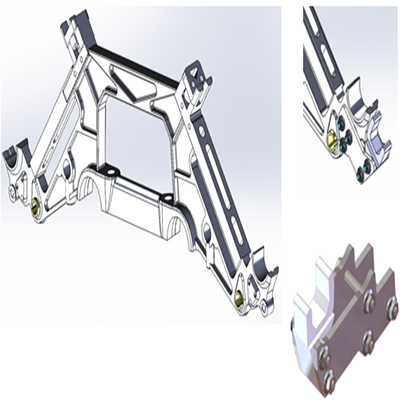 |
| Il fiocco compatto è installato sul braccio superiore della macchina a molla o pneumatico | 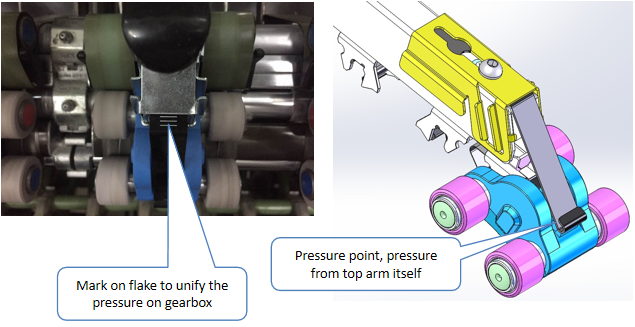 |
| Cambio con cuscinetti in gomma. Rimuoveremo il rullo superiore anteriore della macchina e fisseremo il cambio compatto sottostante. | 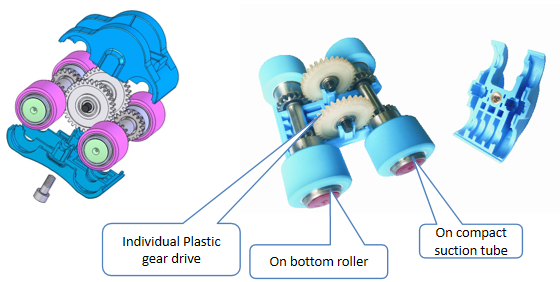 |
| Tubo di aspirazione con asta di tensione e grembiule | 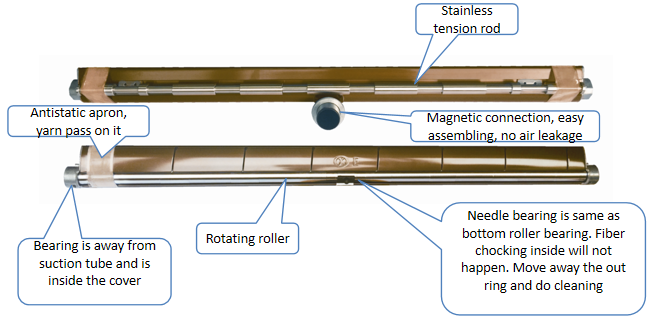 |
| Il flauto Pneumafil originale verrà sostituito con il nostro. | 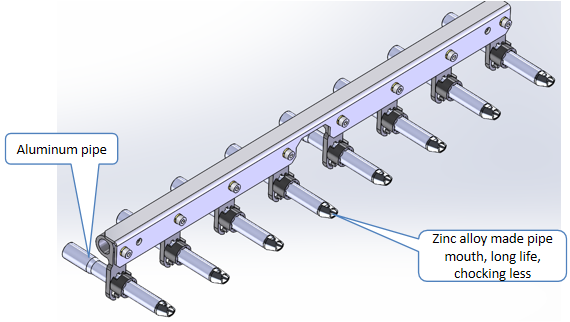 |
| Sistema di aspirazione compatto (Il motore e la ventola di aspirazione generano una pressione negativa per compattare il filato. Il sistema di aspirazione compatto può essere progettato in base alla posizione della macchina e al layout dello stabilimento. Di seguito, alcune proposte a titolo di riferimento). | |
| Proposta di sistema di aspirazione 1 | 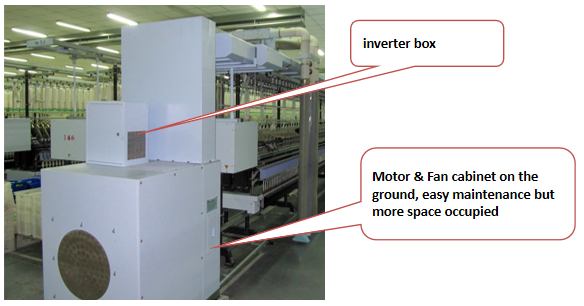 |
| Proposta di sistema di aspirazione 2 | 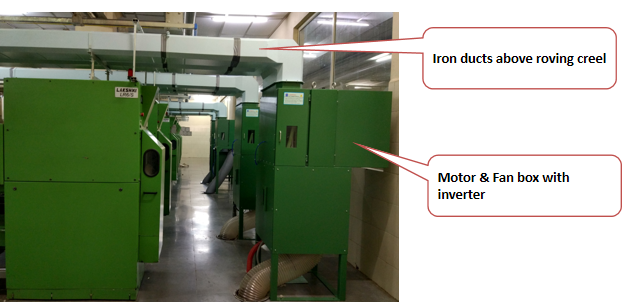 |
| Proposta di sistema di aspirazione 3 |  |
| Collegamento del tubo | 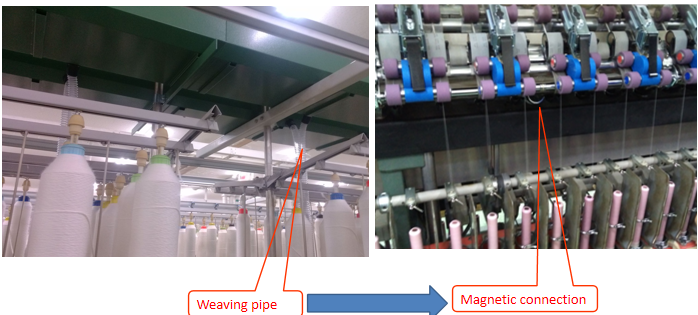 |
| Sistema di raccolta delle fibre di scarto. L'aria a pressione negativa è direttamente correlata alla qualità del filato. Se la pressione diminuisce durante la filatura, la qualità del filato ne risentirà. Come mantenere una pressione uniforme per ogni fuso? Offriamo un sistema di raschiatura automatico. | 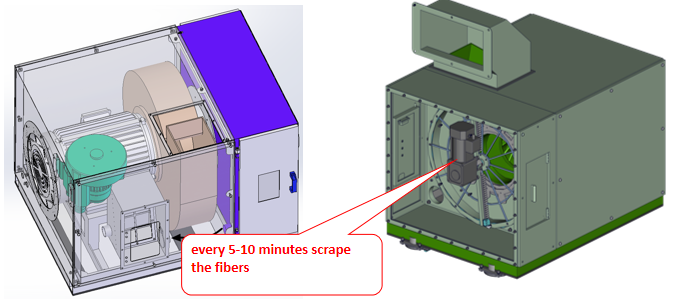 |
| Manometro per la pressione dell'aria in aspirazione del condotto con spia luminosa di allarme |  |
Programma di manutenzione per cotone cardato 20s:
1. Verificare quotidianamente eventuali danni alle culle, ostruzioni nel tubo del pneumatical e ostruzioni nella fessura del tubo a pressione negativa;
2. Ogni 7-10 giorni pulire il tubo a pressione negativa;
3. La lucidatura dei letti deve essere effettuata una volta ogni 45 giorni (a seconda della qualità del filato) e deve essere mantenuto lo stesso rapporto di tensione di stiramento;
4. Ogni 30 giorni è necessario effettuare una pulizia completa della macchina;
5. Durante la pulizia completa della macchina, il coperchio terminale del condotto deve essere aperto e il motore compatto deve essere azionato manualmente per pulire il condotto;
6. Se si verificano delle sovrapposizioni, si prega di pulire tempestivamente.
consumo di energia
| 1824 fusi/ Macchina | capacità del motore | Inverter AD | consumo energetico/mandrino | valore negativo della fessura del tubo |
| Compatto per filato singolo | 22 kW/60 Hz
| 22 kW | 7-8 settimane | 2,5-2,8 kPa |
| Compatto per filato Siro | 22 kW/60 Hz | 22 kW | 8-9 settimane | 1,6-1,8 kPa |





